铸铁平板,焊接平台,划线平台,T型槽平台,机床铸件,铸铁地轨,铸铁地板,铸铁平台厂家,铸铁平台_机床铸件-T型槽平台-划线平台-焊接平台-铸铁地板-铸铁平台厂家-金诚铸业
机床铸件的验收标准:
机床是机械化大生产时代的生产要素、生产设备,对于建设现代工业文明也具有非常重要的意义。机床由各类零部件构成,其中的一大部分机床零部件来自铸造行业,这些铸件对机床的生产具有重要的作用。机床铸件的验收标准是根据客户要求而定的。一般以下几项是 的:
1)铸件的化学成分标准;
2)铸件的机械性能标准,抗拉、硬度;
3)铸件的金相标准,碳化物含量、珠光体含量、石墨长度等;
4)铸件的尺寸要求;
5)铸件的性能要求,如打压、渗漏等;生产中,我们不仅要检测原材料的特性,而且要检测型砂的特性。
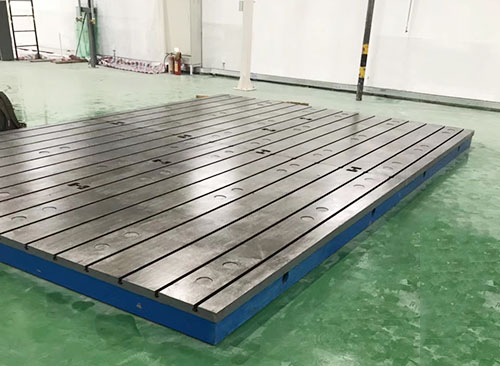
床身铸件技术要求:
1、机床床身涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以 。
2、经过机械加工后的床身铸件,涂漆前 用金属清洗剂或洁净的工业汽油进行淋洗或刷洗, 表面的油污和其他污物。
3、底漆刷涂或喷、浸要均匀,底漆在使用前 充分搅拌均匀,稀释至适当的年度再进行涂抹。
4、填充铸件凹陷的原子灰要按照产品的使用说明加入适量的固化剂,使用前 充分搅拌均匀。
5、如果使用过氯乙烯填充床身铸件的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,每次刮涂 等上以次刮涂的材料干后再进行。
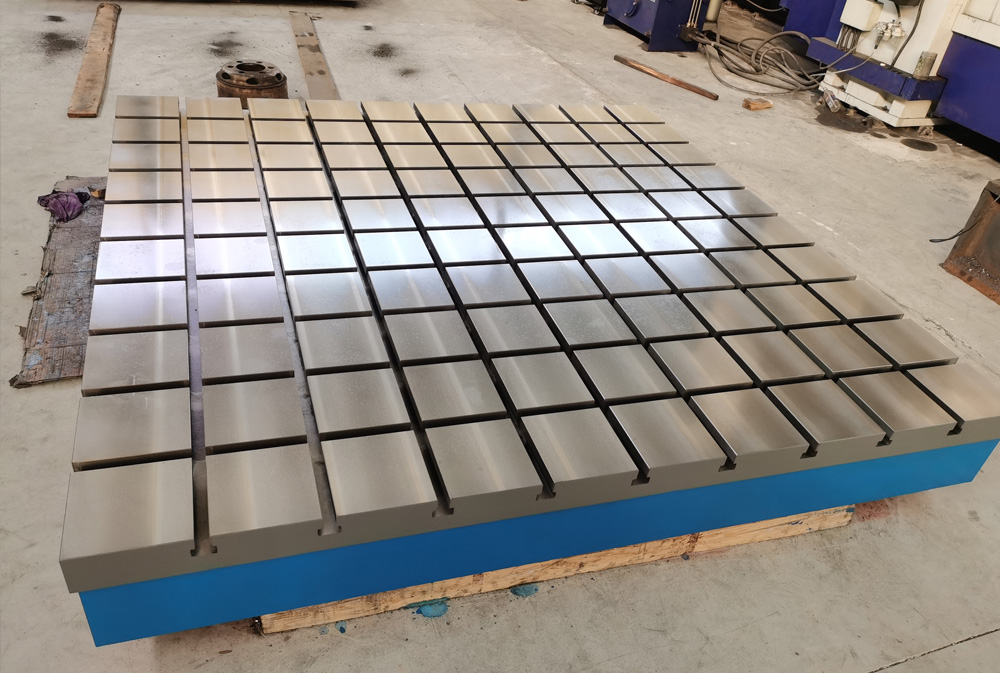
床身铸件的铸造方法:
机床铸件的铸造方法常用的是砂型铸造,其次是特种铸造方法。下面为大家介绍一下机床床身铸造方法选择的原则:
1.采用砂型铸造,原因是砂型铸造比其它铸造方法成本低、生产工艺机械化、生产周期不长。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。粘土湿型砂铸造的铸件重量可从几公斤到几十公斤,重达几十吨铸件多用粘土干型生产。
2.床身铸造方法应和生产批量相适应。低压铸造、压铸、离心铸造等铸造方法,因设备和模具的价格昂贵,所以适合批量生产。
机床铸件用途广泛用于:仪器仪表、电子、轻工、标准件、轴承业、汽配行业等零部件的加工.特别适合有色金属。
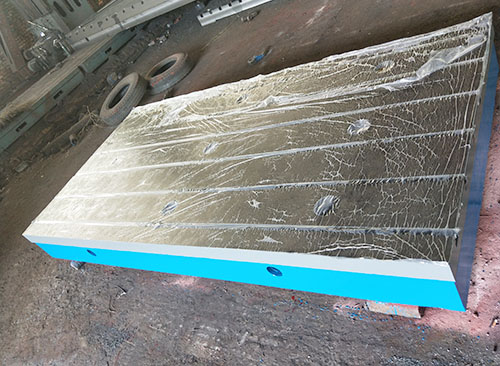
机床铸件退火的种类:
1、机床铸件退火的种类:常见的退火工艺有:再结晶退火,去应力退火,球化退火, 退火等。
2、机床铸件主要是降低金属材料的硬度,提高塑性。的了产品的炉前、炉后材质及性能化验。